機械加工のススメ →
トップ
機械知識の蓄積と加工技術の継承を目的としたサイト
図面確認・・
とにもかくにも図面を見ずに加工作業へは移れません。
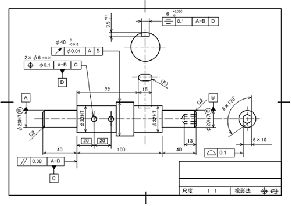
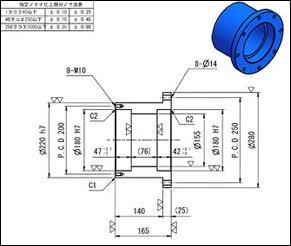
※図面は大体こんな感じ
中央に図があり、四隅に詳細情報や注意書きが書かれています。
3D図を載せてくれているところはわかりやすくて助かります。
部品図(上図)があれば必ず組立図がありますので可能であれば必ず見せてもらいましょう。
加工する品物がどのような場所で使用されるか、どの部品と組まれるかがわかるため、特に重要な部分やそうでない部分を見分けることができます。
重要な部分はできる限り後工程に回し、ドリルや重切削などの圧力や熱変形による公差外れを回避しましょう。
重要な部分を失敗した場合は作り直しとなりますが、そうでない部分を失敗した場合、担当者との話し合いで特採処置として認めてもらえる場合があります。
【図面を見る上で重要なこと】
・材料の種類(扱ったことはある?)
※同じステンレスでも番号が違うと全然別物
例)SUS304とSUS640
(通常、百番台の数値の変化で加工感覚が変化)
・大きさと重量(機械にセット可能?)
・溶接の有無(溶接後の変形は考慮した?)
・表面処理の有無(外注先はある?)
・公差確認(加工技術に問題なし?)
・表面粗さの確認(研磨は必要?)
・加工順序(加工できる?治具は必要?)
・加工時間の試算(納期に間に合う?)
・納期確認(余裕はある?)
※図面は基本的に使い回すため、納期表示のないものが多い
・不明な点があれば担当者へ確認
【担当者が知りたいこと】
・プロフェッショナルか(欠陥品を納品されると困る)
・完品対応可能か(発注の手間を省きたい)
・納期に間に合うか(納期に遅れると困る)
・金額は予算内で納まるか(査定に響く)
一番重要なことは手元の機械で加工できるかできないか。
できないものをできると息巻いたあとの精神的苦痛は相当なもので、担当者に謝って図面を返すか赤字覚悟で外注へ出すかの二択となります。

とにもかくにも図面を見ずに加工作業へは移れません。
※図面は大体こんな感じ
中央に図があり、四隅に詳細情報や注意書きが書かれています。
3D図を載せてくれているところはわかりやすくて助かります。
部品図(上図)があれば必ず組立図がありますので可能であれば必ず見せてもらいましょう。
加工する品物がどのような場所で使用されるか、どの部品と組まれるかがわかるため、特に重要な部分やそうでない部分を見分けることができます。
重要な部分はできる限り後工程に回し、ドリルや重切削などの圧力や熱変形による公差外れを回避しましょう。
重要な部分を失敗した場合は作り直しとなりますが、そうでない部分を失敗した場合、担当者との話し合いで特採処置として認めてもらえる場合があります。
【図面を見る上で重要なこと】
・材料の種類(扱ったことはある?)
※同じステンレスでも番号が違うと全然別物
例)SUS304とSUS640
(通常、百番台の数値の変化で加工感覚が変化)
・大きさと重量(機械にセット可能?)
・溶接の有無(溶接後の変形は考慮した?)
・表面処理の有無(外注先はある?)
・公差確認(加工技術に問題なし?)
・表面粗さの確認(研磨は必要?)
・加工順序(加工できる?治具は必要?)
・加工時間の試算(納期に間に合う?)
・納期確認(余裕はある?)
※図面は基本的に使い回すため、納期表示のないものが多い
・不明な点があれば担当者へ確認
【担当者が知りたいこと】
・プロフェッショナルか(欠陥品を納品されると困る)
・完品対応可能か(発注の手間を省きたい)
・納期に間に合うか(納期に遅れると困る)
・金額は予算内で納まるか(査定に響く)
一番重要なことは手元の機械で加工できるかできないか。
できないものをできると息巻いたあとの精神的苦痛は相当なもので、担当者に謝って図面を返すか赤字覚悟で外注へ出すかの二択となります。
PR
表面粗さ・・
図面に欠かせないのが表面粗さの指定です。
切削する必要があるかないか、切削時に荒引きでいいかどうかなど、工数削減にも繋がるため覚えておきたい知識の一つ。
以下に三角記号とRa記号を並べて説明します。
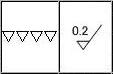
三角記号:4つ
Ra記号:0.2
仕上面:鏡面
用途:精密な躍動面
加工方法:研磨
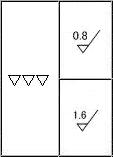
三角記号:3つ
Ra記号:0.8
仕上面:旋盤目のない光沢面
用途:躍動面
加工方法:研磨、研削
三角記号:3つ
Ra記号:1.6
仕上面:細かな旋盤目の微光沢面
用途:ハメアイ、接触面
加工方法:切削
※三角記号3つは一般的にRa記号1.6を指す場合が多い

三角記号:2つ
Ra記号:6.3
仕上面:旋盤目の無光沢面
用途:接触面、非接触面
加工方法:切削
三角記号:1つ
Ra記号:25
仕上面:粗引き面
用途:非接触面
加工方法:切削
三角記号:なし
Ra記号:〇
仕上面:素材面
用途:非接触面
加工方法:なし
表面粗さは設計者が仕様書(または用途)に基づき割り振っています。
昨今の設計者は機械加工を経験していない方も多く、指示ミスも多くなってきているのが現状です。
組立図を確認し、加工部品の用途を理解して切削工程に入ることで加工ミスだけでなく、表面粗さの指示ミスなどを発見することができますのでおかしいなと思ったら要確認。
図面に欠かせないのが表面粗さの指定です。
切削する必要があるかないか、切削時に荒引きでいいかどうかなど、工数削減にも繋がるため覚えておきたい知識の一つ。
以下に三角記号とRa記号を並べて説明します。
三角記号:4つ
Ra記号:0.2
仕上面:鏡面
用途:精密な躍動面
加工方法:研磨
三角記号:3つ
Ra記号:0.8
仕上面:旋盤目のない光沢面
用途:躍動面
加工方法:研磨、研削
三角記号:3つ
Ra記号:1.6
仕上面:細かな旋盤目の微光沢面
用途:ハメアイ、接触面
加工方法:切削
※三角記号3つは一般的にRa記号1.6を指す場合が多い
三角記号:2つ
Ra記号:6.3
仕上面:旋盤目の無光沢面
用途:接触面、非接触面
加工方法:切削
三角記号:1つ
Ra記号:25
仕上面:粗引き面
用途:非接触面
加工方法:切削
三角記号:なし
Ra記号:〇
仕上面:素材面
用途:非接触面
加工方法:なし
表面粗さは設計者が仕様書(または用途)に基づき割り振っています。
昨今の設計者は機械加工を経験していない方も多く、指示ミスも多くなってきているのが現状です。
組立図を確認し、加工部品の用途を理解して切削工程に入ることで加工ミスだけでなく、表面粗さの指示ミスなどを発見することができますのでおかしいなと思ったら要確認。
リンク
販売促進

写真による解説本 書店boox

プロの工具ショップ YOSHIMURA

作業服・作業靴 サンワーク