機械加工のススメ →
トップ
機械知識の蓄積と加工技術の継承を目的としたサイト
切削工具の研ぎ方(バイト)・・
本体(以後、シャンク)とバイト刃先(チップ)を成形していきます。

バイト刃先の各部名称
購入してすぐのバイトは劣化防止のビニール膜で覆われているため、剥がすところからスタート。
次に、切削部分とバイトの芯位置を確認します。
凹凸材(鋳物等)や小内径の加工時はシャンクやバイト刃先下部(二番)が材料や止め具に接触する可能性があるため、シャンクの成形が必要になる場合があります。
※バイトの芯がずれていると接触率UP
しっかりと完成形をイメージして鋼用砥石でシャンクを成形。
シャンクを削ると強度低下に繋がるため、最小限の成形に留めるのがポイント。

ハイスを研いでいるところ
全体の形が決まったところでバイト刃先を研いでいきましょう。
ロウ付けバイトは超硬用砥石、ハイスは鋼用砥石で研ぎます。
全体を通して刃先部に研磨面が見えれば完了ですが、研磨された刃先が切削物に真っ先に接触することが絶対条件となります。
バイト刃先を研ぐ順序は以下の通り
①すくい面
②すくい面(ブレーカ)
※鋳物用(K)(HTi/TH:G2)は基本不要
③切れ刃(前切れ刃、横切れ刃)
④ノーズR(ノーズ半径)
研ぎ方は以下の通り
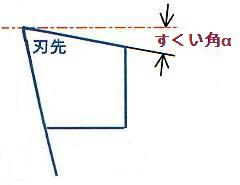
【すくい面】
砥石の面にすくい面をベタ当てにして上下左右にスライドさせながら研磨。
曲面で研磨することになるので上下のスライドですくい面を平らにし、左右のスライドで砥石が凸凹にならないようにします。
妥協せず、すくい面の全面を平らに研磨すること。
※研磨漏れは見た目ですぐわかります
刃先が前切れ刃および横切れ刃において上向き(以後、ポジティブ)になるように研ぎ、すくい角αは2~7度(購入時の角度)で問題ないと思います。
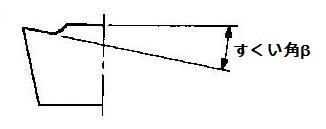
【すくい面(ブレーカ)】
砥石の角にすくい面(ブレーカ)を当て、上下にスライドさせて研磨。
※砥石の角のRが大きいと研ぎにくいので注意
U字にブレーカを研ぐと刃先強度が低下するため、下図のようにシャンク側に楕円を描くように研ぎます。
キリコを均一に巻き、排出を容易にするためのもので、鋳物や真鍮など粉状に細断できるものには基本的に不要。
すくい角βは0~35度で切削材料によって使い分けましょう。
※硬い材料はすくい角を浅く、柔らかい材料はすくい角を深く取る
ブレーカ部においても刃先側がポジティブになるように研ぐことが重要です。
【前切れ刃・横切れ刃】
砥石の面に切れ刃をベタ当てして研磨。
切れ刃の下側から砥石に接触させ、徐々に切れ刃の先へ体重を乗せていく感覚です。
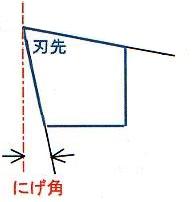
逃げ角は5~15度で二番の接触を意識して研磨してください。
逃げ角を大きくし過ぎると刃先の耐久力が低下します。
【ノーズR(ノーズ半径)】
砥石の面に刃先を当てて研磨。
砥石の一箇所でノーズRを取り続けると砥石が凹むので、その都度場所を移動しながら研磨することをおすすめします。
ノーズRが尖っていると切削抵抗が減り、ビビリが抑えられますが刃先磨耗が大きくなります。
※材料との接触面積が減るため
逆に、ノーズRが大きいと切削抵抗が増え、ビビリやすくなりますが刃先磨耗が小さくなります。
ノーズRはRゲージを使用することで正確に研ぐことが可能です。

Rゲージ
本体(以後、シャンク)とバイト刃先(チップ)を成形していきます。
バイト刃先の各部名称
購入してすぐのバイトは劣化防止のビニール膜で覆われているため、剥がすところからスタート。
次に、切削部分とバイトの芯位置を確認します。
凹凸材(鋳物等)や小内径の加工時はシャンクやバイト刃先下部(二番)が材料や止め具に接触する可能性があるため、シャンクの成形が必要になる場合があります。
※バイトの芯がずれていると接触率UP
しっかりと完成形をイメージして鋼用砥石でシャンクを成形。
シャンクを削ると強度低下に繋がるため、最小限の成形に留めるのがポイント。
ハイスを研いでいるところ
全体の形が決まったところでバイト刃先を研いでいきましょう。
ロウ付けバイトは超硬用砥石、ハイスは鋼用砥石で研ぎます。
全体を通して刃先部に研磨面が見えれば完了ですが、研磨された刃先が切削物に真っ先に接触することが絶対条件となります。
バイト刃先を研ぐ順序は以下の通り
①すくい面
②すくい面(ブレーカ)
※鋳物用(K)(HTi/TH:G2)は基本不要
③切れ刃(前切れ刃、横切れ刃)
④ノーズR(ノーズ半径)
研ぎ方は以下の通り
【すくい面】
砥石の面にすくい面をベタ当てにして上下左右にスライドさせながら研磨。
曲面で研磨することになるので上下のスライドですくい面を平らにし、左右のスライドで砥石が凸凹にならないようにします。
妥協せず、すくい面の全面を平らに研磨すること。
※研磨漏れは見た目ですぐわかります
刃先が前切れ刃および横切れ刃において上向き(以後、ポジティブ)になるように研ぎ、すくい角αは2~7度(購入時の角度)で問題ないと思います。
【すくい面(ブレーカ)】
砥石の角にすくい面(ブレーカ)を当て、上下にスライドさせて研磨。
※砥石の角のRが大きいと研ぎにくいので注意
U字にブレーカを研ぐと刃先強度が低下するため、下図のようにシャンク側に楕円を描くように研ぎます。
キリコを均一に巻き、排出を容易にするためのもので、鋳物や真鍮など粉状に細断できるものには基本的に不要。
すくい角βは0~35度で切削材料によって使い分けましょう。
※硬い材料はすくい角を浅く、柔らかい材料はすくい角を深く取る
ブレーカ部においても刃先側がポジティブになるように研ぐことが重要です。
【前切れ刃・横切れ刃】
砥石の面に切れ刃をベタ当てして研磨。
切れ刃の下側から砥石に接触させ、徐々に切れ刃の先へ体重を乗せていく感覚です。
逃げ角は5~15度で二番の接触を意識して研磨してください。
逃げ角を大きくし過ぎると刃先の耐久力が低下します。
【ノーズR(ノーズ半径)】
砥石の面に刃先を当てて研磨。
砥石の一箇所でノーズRを取り続けると砥石が凹むので、その都度場所を移動しながら研磨することをおすすめします。
ノーズRが尖っていると切削抵抗が減り、ビビリが抑えられますが刃先磨耗が大きくなります。
※材料との接触面積が減るため
逆に、ノーズRが大きいと切削抵抗が増え、ビビリやすくなりますが刃先磨耗が小さくなります。
ノーズRはRゲージを使用することで正確に研ぐことが可能です。
Rゲージ
PR
Comment
この記事にコメントする
リンク
販売促進

写真による解説本 書店boox

プロの工具ショップ YOSHIMURA

作業服・作業靴 サンワーク